Five major hazards of oil evaporation loss
Affect health
Anesthesia on the central nervous system/stimulation on the skin and mucous membranes/fat-removing effects, causing disorders of intracellular lipid balance, causing dermatitis and eczema/long-term exposure to benzene vapor can induce symptoms such as leukemia, chromosomal abnormalities and abnormal hematopoietic functions.
Waste energy
The gasoline loss is estimated according to category A areas, excluding the loading and transportation losses of oil tankers (all according to railway tank cars and automobile tank cars), and excluding transfer losses and barrel filling losses. Oil storage tanks are all counted as floating roof tanks, and gas station storage tanks are all counted as concealed tanks; once railway loading, railway transportation (<500km) once, railway unloading once (floating roof tank), floating roof tank storage, automobile tanker One loading, one transportation by tanker road (<50km), one unloading at a tanker gas station, storage of oil tanks at a gas station, and a retail fuel dispenser. The estimated total loss is: railway tank car loading loss rate + railway transportation loss rate + railway unloading loss rate (floating roof tank) + floating roof tank storage loss rate + automobile tank car loading loss rate + automobile tank car transportation loss rate + automobile tank unloading rate Loss rate (other tanks) + storage loss rate of gas station storage tanks + retail loss rate (fuel dispensers) = 0.17% + 0.16% + 0.01% + 0.01% + 0.10% + 0.01% + 0.23% + 0.01% + 0.29% = 0.99% ≈ 1%
Polluted environment
Pollution to the atmospheric environment (urban photochemical smog)/pollution to underground soil and water sources.
Affect oil quality
Take gasoline as an example. With the evaporation of light components, the initial boiling point and 10% point of gasoline increase, the vapor pressure decreases, and the starting performance deteriorates; the octane number decreases, and the evaporation temperature also rises. When gasoline burns in the engine The anti-knock performance deteriorates, accelerates gasoline oxidation, and increases gasoline gum; when the evaporative loss rate of aviation gasoline reaches 1.2%, the initial boiling point increases by 3°C, the vapor pressure decreases by 20%, and the octane number decreases by 0.5 units.
Affect safety in production
Gasoline and other light oils have the characteristics of being volatile, flammable, leaking, and easy to accumulate static charges. They are extremely prone to explosion or fire accidents, causing significant loss of life and property.
Three types of technologies for oil and gas emission pollution control
1) Oil and gas combustion-oil and gas destruction system (thermal oxidation method), which destroys the structure of pollutants through combustion, and the combustion products emitted are mainly CO2 and water vapor;
2) Oil and gas recovery system, which recovers pollutants and returns them to the original and reusable state;
3) Oil and gas balance system, which replaces the contaminated gas into a storage container of fixed volume during the transfer process.
Five unit processing technologies for oil and gas recovery and emission control systems
· Adsorption method
Technical Principle:
The adsorption process refers to the process in which the porous solid adsorbent is in contact with the fluid phase (liquid or gas), and single or multiple solutes in the fluid phase are selectively transferred to the surface of the porous solid particles and accumulated on the surface of the porous solid adsorbent. The similar reverse operation is called the desorption process, which can selectively remove various solutes that have been adsorbed on the surface of the porous solid adsorbent.
The principle of oil-gas recovery by adsorption method is to use the difference in the binding force between the components in the oil-gas-air mixed gas and the adsorbent to separate the air components that are difficult to adsorb from the oil and gas components that are easy to adsorb, and then the adsorbent The method of recovering the desorbed oil and gas. At present, the commonly used adsorbents are activated carbon and resin.
Process flow:
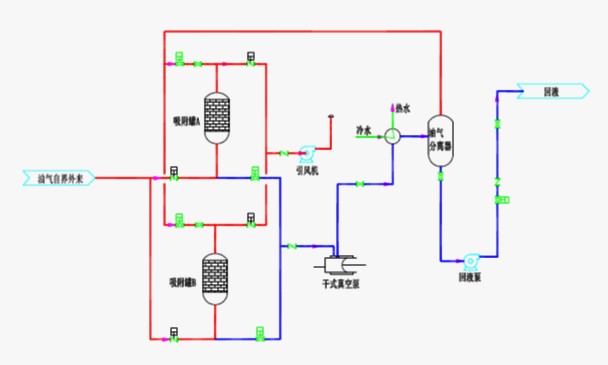
The WLDBVR-AD series of adsorption vapor recovery equipment developed by Viland is composed of two alternate adsorption and desorption adsorption tanks, and adopts a pressure swing adsorption process. The regeneration of activated carbon is accomplished through a decompression process provided by a vacuum pump. During the regeneration process, the oil and gas desorbed from the activated carbon bed is first compressed in the vacuum pump, and then enters the heat exchanger. After the temperature is lowered by the heat exchanger, the oil and gas are condensed into liquid and enter the intermediate oil and gas separation tank for recovery.
Major equipment:
The main configuration of the device: adsorption tank, vacuum pump, heat exchanger, oil and gas separation tank, liquid return pump, electrical and control system, etc.
Technical characteristics:
Advantages: It can well control the exhaust gas emission concentration.
Shortcoming:
1) The adsorption heat effect of activated carbon will bring safety hazards;
2) When the adsorbent (activated carbon) directly adsorbs high-concentration oil and gas, the adsorbent (activated carbon) has a large load and a large amount, resulting in a huge volume of the adsorption tank;
3) The process of desorption of oil and gas requires a secondary process.
Application field:
Adsorption and separation of low-concentration organic matter.
· Condensation method
Technical Principle:
Condensation oil and gas recovery technology uses the property of oil and gas components (different hydrocarbon substances) to have different saturated vapor pressures at different temperatures and pressures, and reduces the system temperature or increases the system pressure to condense and separate the hydrocarbon components. come out.
During the condensation process, the condensed substance only undergoes physical changes while the chemical properties remain unchanged. Therefore, it can be seen intuitively and can be directly recycled, eliminating the need for secondary processing. The condensation method can theoretically achieve a high degree of purification, but the operating cost is too high when the hazardous substances are required to be controlled to the order of 10-6 (volume fraction).
Process flow:
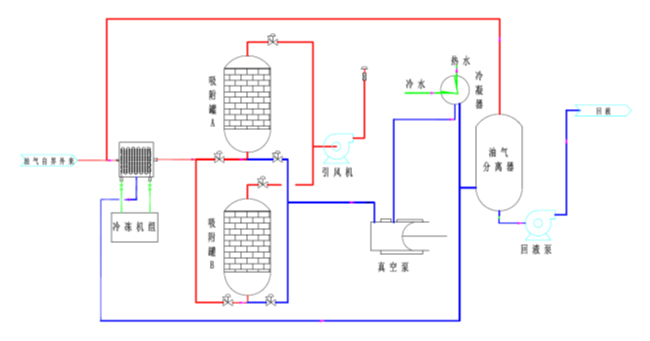
The condensing temperature of the WLDBVR-CD series condensing method oil and gas recovery device is realized in the steps of pre-cooling, first-stage refrigeration, and second-stage refrigeration according to different oil and gas components and recovery requirements. The main parameter that affects the oil and gas recovery rate is the condensation temperature, and it is determined that the oil and gas recovery rate can reach more than 95% specified by the state when the condensation temperature drops below -80 ℃ (for specific projects, according to the composition of the oil and gas, the requirements for the recovery rate, Factors such as exhaust gas concentration limit comprehensively determine the minimum cooling temperature of oil and gas). If the device is designed for one-step refrigeration, and the oil and gas are directly reduced from 20°C to -80°C, the compressor refrigeration pressure difference is too large, and the requirements on the compressor are very high, and the total energy consumption of the condensing device will also be very high. Therefore, it is advisable to design a three-stage refrigeration process: the first stage is pre-cooling, and the condensation temperature is designed to be 4°C. The purpose is to condense the water vapor in the oil and gas, so as to standardize the state of the oil and gas entering the low-temperature condenser (consistent). Reduce the operating energy consumption of the recovery device. At this time, a small part of the hydrocarbon components with a large number of carbon atoms will also be condensed; the third stage condensation temperature is designed to -80 ℃ to ensure an oil and gas recovery rate of more than 95%; in addition, the design Add the second stage condensing temperature to control the total energy consumption of the condensing device to the lowest level.

Major equipment:
The main configuration of the device: pre-cooler, condenser, mechanical refrigeration device, oil and gas separator, etc.
Technical characteristics:
Advantage:
1) Condensation method The vapor recovery method can be directly condensed under normal pressure, and is not affected by external temperature and pressure, and is not affected by the gas-liquid ratio. The recovery effect is stable, especially suitable for high temperature, high humidity, and high concentration occasions;
2) The working temperature is lower than the flash point of each component of the oil and gas, and the safety is good;
3) The process flow is short and the process is simple. The oil and gas can be condensed into liquid when the oil and gas are connected to the entrance of the equipment. No other intermediate steps are required, which is easy to operate and maintain; and the operation flexibility is large;
4) Small footprint;
5) There is no secondary pollution, and the recovered materials can be sold or used directly.
Shortcoming:
When the hazardous substances are required to be controlled to the order of 10-6 (volume fraction), extremely low cooling temperature is required, and the operating cost is too high.
Scope of application:
Almost all single materials of VOCs gas, and mixed materials that do not react with each other at low temperatures.
· Absorption method
Technical Principle:
Absorption is a process of separating the gas mixture according to the different physical solubility or chemical reactivity of the components of the mixed gas in the same liquid solvent. The absorption operation is essentially the mass transfer process of the mixed gas components from the gas phase to the liquid phase. The liquid solvent used is called the absorbent, the component in the mixed gas that can be significantly dissolved in the liquid solvent is called the solute, the almost insoluble component is called the inert component or inert gas, and the solution obtained after absorption is called the absorbent. The remaining gas after absorption is called absorption tail gas or purge gas.
Process flow:
The absorbent used in the WLDBVR-AB series absorption method oil and gas recovery device is based on the actual situation of the project implementation site, and the materials are taken on-site to minimize absorbent consumption and regeneration costs. The following briefly introduces the technology with gasoline as the absorbent. The oil and gas are sent to the bottom of the gasoline absorption tower through the gas collecting pipe. The oil and gas rise through the packing layer and fully countercurrently contact the gasoline from the top of the tower for mass transfer. Most of the hydrocarbons above C3 are absorbed by the gasoline; Emission, the content of oil and gas discharged into the air ≤ 4% (volume fraction). The rich light diesel oil that has absorbed the oil and gas is collected into the rich oil tank at the bottom of the tower, and is finally sent to the oil depot or refining unit.
Major equipment:
According to different designs, the main equipment for oil and gas recovery by absorption method includes absorption tower, desorption tower, lean oil/rich oil/absorbent transfer pump, lean oil/rich oil/absorbent storage tank, desorption equipment (such as vacuum pump), etc.
Technical characteristics:
advantage:
1) The process flow is simple and easy to realize;
2) The absorbent can be selected on-site according to the actual situation of the project (such as lean oil), and the recovered oil and gas can be directly sent to the device for use (such as rich oil);
3) The device occupies a small area and is easy to operate.
Shortcoming:
1) Low oil and gas recovery rate;
2) High exhaust gas emission concentration;
3) Sometimes the desorption process is more complicated.
Scope of application:
Oil depots, refineries and other places where it is convenient to obtain materials for lean oil and where emission indicators are not high.
· Membrane separation
Technical Principle:
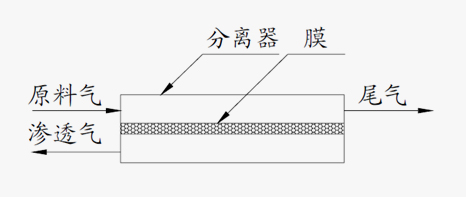
The gas permeable membrane is a phenomenon in which the membrane is in contact with the raw material gas, and gas molecules permeate the membrane driven by the pressure difference between the two sides of the membrane. The membrane oil and gas recovery device is a measure to recover the oil and gas generated in the process of receiving and sending oil by using the membrane separation method. Its principle is based on the permeability of the membrane to the gas, and the components in the mixed gas under a certain pressure are used in the membrane. With different penetration rates to achieve separation.
Compared with the absorption, adsorption, and condensation method of oil and gas recovery, membrane separation gas mixture is a simpler and more effective technology. Especially with the continuous development of many excellent polymer membranes and inorganic membranes, membrane gas separation has become More effective and economical new separation technology.
Process flow:
The application of membrane separation technology requires different process design in different occasions. The membrane separation organic vapor recovery system is mainly composed of a membrane separation system and an organic vapor recovery system. When the concentration of the complex raw material gas or the exhaust gas after membrane separation is very low, a post-treatment system, such as an adsorption process or a catalytic combustion process, is added. .
Major equipment:
Various membrane separation devices mainly include membrane modules, pump units (compressor units, vacuum pump units), filters, valves, instruments and pipelines, etc. In the specific application of gas membrane separation, it must be assembled into various membrane modules. The membrane module is a device that assembles the membrane in a basic unit device in some form, and then realizes the separation of the components in the mixture under the external driving force. Membrane modules are also called membrane separators. In an industrial device for membrane separation, according to production needs, several or even hundreds of membrane modules can be installed.
There are three main types of polymer membrane modules used for gas separation: flat, tubular and hollow fiber types. Weilunde can use the organic vapor recovery special membrane modules of the German GKSS Research Center, the American MTR Company and the Japanese Nitto Company to carry out the system integration design according to the specific needs of users.
Technical characteristics:
Advantage:
1) In most membrane separation processes, the components do not undergo phase change, and the energy consumption is low;
2) The membrane separation process is carried out at room temperature;
3) Separate azeotropes and components with similar boiling points;
4) With pressure difference as the driving force, the device is simple and easy to operate.
Shortcoming:
1) Membrane modules are not yet domestically produced, their prices are high, and their service life is low, resulting in high operating costs;
2) The membrane separation process is only a concentrated process and cannot completely separate the oil and gas from the air.
Scope of application:
In the actual use process, the membrane separation process is integrated and coupled with condensation, adsorption, absorption and other processes to form a more effective technology and economy.
Integrated process of oil and gas recovery and emission control system
· Condensation + adsorption integrated gas recovery and emission control technology
Technical Principle:
Condensation + adsorption integrated vapor recovery technology is a patented technology independently developed by Willland. This technology adopts the integrated process of low-temperature condensation + adsorption to first condense the mixed gas of oil and gas and air, so that most of the oil and gas are transformed from gaseous to liquid state, so as to realize direct recycling and utilization. Then the adsorption method is used to process the oil and gas for a second time, so that the treated air meets or exceeds the national emission standards.
At present, this technology has been successfully applied in the oil and gas recovery unit with a capacity of 12,000 cubic meters per hour of Dushanzi Petrochemical Branch of PetroChina, and has achieved good social and economic benefits.
Process flow:
Condensation process: Determine the condensing temperature according to the composition of the oil and gas, so that more than 90% of the oil and gas in the composition are condensed into liquid recovery, reducing the load of the adsorption process. For example, for gasoline oil and gas, the condensation temperature is set to -35℃, so that after deep condensation, the components above C3 in the gasoline oil and gas are basically completely condensed into liquid recovery, and some of the components above C4 in the oil and gas are also condensed into liquid recovery. The oil and gas removal rate is greater than 90%.
Adsorption process: oil and gas enter the adsorber from the inlet valve at the lower end of the adsorption tank, pass through the adsorbent on the bed, and exit from the top of the adsorption tank into the atmosphere. In this process, the oil and gas are purified and contain non-methane hydrocarbons. The concentration can be reduced to less than 10g/m3, and the triphenylbenzene in the oil and gas also reaches the emission target and is discharged through the discharge cylinder.
Desorption process: Desorption is to decompose and absorb the oil and gas groups adsorbed in the adsorbent. The basic principle of desorption is to reduce the pressure of the adsorbent bed and separate non-methane hydrocarbons from the pore structure of the adsorbent through a vacuum pump.
Condensation recovery process: After passing through the vacuum pump, the desorbed oil and gas components enter the heat exchanger to be condensed and become liquid and enter the oil and gas separation tank. The liquid hydrocarbon is recovered by the pump, and the gas phase is returned to the inlet of the condensing device to continue circulating processing.
Major equipment:
It mainly includes refrigeration units, cold boxes, adsorption tanks, vacuum pumps, electrical and control systems, etc.
There are three crucial steps to do a good job in the process of condensation + adsorption:
1) Imported activated carbon has high adsorption efficiency and stable properties, ensuring long-term stable operation of the equipment;
2) The condensing system has high heat exchange efficiency, makes full use of cold capacity, and truly achieves the goal of energy saving and emission reduction;
3) The vacuum pump has a strong desorption effect, ensuring the recycling efficiency of the equipment.
In order to meet the above three requirements, we have made the greatest optimization in the equipment configuration.
1. Adsorption tank
The adsorption tank is mainly used to fill the adsorbent. Resin+activated carbon is used as the adsorbent, the lower layer is resin, and the upper layer is activated carbon. The resin adopts a macroporous adsorption resin with a large pore volume, which is particularly effective for the adsorption of hydrocarbon macromolecules. In the adsorption process, the oil and gas pass through the macroporous adsorption resin first, and the macromolecules in the oil and gas are adsorbed first, so that the oil and gas entering the subsequent activated carbon bed contains only a small amount of small hydrocarbon molecules, which avoids the easy blockage of the adsorption aperture when the activated carbon is used alone. The shortcomings of the activated carbon have greatly extended the service life of the activated carbon, which had a short adsorption life in the adsorption process, and reduced operation and maintenance costs. At the same time, it avoids the phenomenon that large flow and high concentration of oil and gas directly enter the activated carbon bed and cause high temperature rise, carbonization and even fire. This design greatly increases the service life of the activated carbon, while also ensuring the safe and reliable operation of the equipment.
Use high-strength activated carbon as adsorbent. High-strength activated carbon is a granular amorphous carbon with a non-polar surface. It is a hydrophobic and organic adsorbent. It has the advantages of stable performance, corrosion resistance, large adsorption capacity, easy desorption, and low price. After many cycles of operation, It can still maintain the original adsorption performance and is a commonly used adsorbent in industry. Activated carbon has good selective adsorption of oil and gas, which can make the oil gas and air get good separation.
2. Heat exchanger
The heat exchanger adopts a plate heat exchanger. The mixed gas enters from the top and flows axially in the scattered channels, the condensate is discharged from the bottom, and the refrigerant flows from the periphery to the center.
The main advantages of the plate condenser are compact structure, large heat transfer area per unit volume, high heat transfer efficiency, high fluid flow rate in the condenser, and contaminants are not easy to stay.
3. Vacuum pump
Imported dry oil-free vacuum pump can be used to start full-speed suction under atmospheric pressure to a pressure of 1 Torr (1.2 mbar a), and its ultimate vacuum can reach 0.01 Torr (0.013 mbar a). The pump is a screw vacuum pump with compact structure, high efficiency and energy saving. The biggest feature is the screw variable pitch design, which saves more than 30% of energy than traditional dry oil-free vacuum pumps, and the exhaust gas temperature is also lower. The dry screw vacuum chamber is completely water-free and oil-free, with a direct gas path design. The dry-type oil-free vacuum pump can process gas containing condensable steam and gas containing tiny particles without remaining in the pump.
The main features of dry oil-free vacuum pumps:
◆ Low temperature, dry, oil-free and water-free operation of a pure system can greatly reduce pollution.
◆ Non-contact compression to ensure wear-free operation;
◆ There are a variety of coating options for the outer surface of the rotor and the inner surface of the housing;
◆ Single-stage compression design, easy to discharge solid impurities;
◆ It has certain compatibility with liquids, and is suitable for extracting condensable gases and a certain amount of solid particle impurities;
◆ Allow to flush the pump body with nitrogen, steam, solvent, etc. on site;
◆ It is easy to operate and almost maintenance-free.
The dry vacuum pump used has the following advantages:
1) Environmentally friendly: The vacuum pump runs in pure dry mode, no working fluid is needed, no sewage and oil discharge, and zero pollution to the environment.
2) High vacuum: the ultimate vacuum can reach below 1mbar, which is not limited by external conditions.
3) The system is simple in configuration, flexible in operation, adaptable to various working conditions, and can ensure long-term reliable operation under different operating conditions, low operating costs, and basically zero maintenance.
Technical characteristics:
Condensation plus adsorption method integrated technology oil and gas recovery device is the best process route that takes into account economy and practicability. It can not only reduce the investment and operating costs of the condensation section, reduce energy consumption, but also ensure that the exhaust gas concentration meets or falls below the national emission standard. . It can alleviate the temperature rise effect of the adsorption bed, the system is safe and reliable, and the degree of automation is high. It has very obvious social, environmental and economic benefits.
The main technical characteristics of the device:
1) Dual channel cold box
The cold box is the core of the condensation method, which is related to whether the oil and gas and the refrigerant can fully exchange heat to ensure the effective liquefaction of gaseous hydrocarbons. This project uses a dual-channel cold box to replace the traditional single-channel cold box. Even if the high-concentration, easy-to-frost organic gas is processed, the continuous cooling of the cold box can still be ensured through the switching of the channels between the cold boxes, and the emission indicators are always up to the standard.
2) -75℃ or -110℃ cascade refrigeration unit
According to the characteristics of the components in the organic waste gas and emission requirements, choose -75℃ or -110℃ high-efficiency refrigeration unit, adopt cascade refrigeration technology, while ensuring continuous low temperature, reduce energy consumption as much as possible.
Cascade refrigerators usually consist of two separate refrigeration systems, called high-temperature stage and low-temperature stage. The high temperature part uses medium temperature refrigerant, and the low temperature part uses low temperature refrigerant. The evaporation of the refrigerant in the high-temperature part of the system is used to condense the refrigerant in the low-temperature part of the system. A condensing evaporator is used to connect the two parts. It is both the evaporator of the high-temperature part and the condenser of the low-temperature part. The low-temperature part of the refrigerant absorbs heat from the object to be cooled in the evaporator (that is, produces cold energy), and transfers this heat to the high-temperature part of the refrigerant, and then transfers the heat of the high-temperature part to the cooling medium (water or air) .
3) Two-stage three-tank adsorption process
In the adsorption process, this project innovatively uses three adsorption tanks. Through the switching of valves, two-by-two series are realized to form a two-stage adsorption system. The two adsorption systems are always kept in the adsorption state, and one is added to achieve the milligram level. Assure.
4) Multi-layer/multi-brand activated carbon filling
Taking into account the complexity of organic waste gas components, different activated carbon models are selected to adsorb specific organic components to achieve the discharge of characteristic pollutants in organic waste gas.
5) Integrated process of vacuum desorption and nitrogen purge desorption
At present, the conventional desorption method of adsorption tank is vacuum desorption. The vacuum desorption process is simple and easy to operate. However, vacuum desorption does not desorb all adsorbed components well. In view of this, heat is set in the process. The nitrogen purge and desorption system ensures that all adsorbed components in the adsorption tank are fully desorbed.
6) Setting of three-phase separator
In the process, a three-phase separator device is innovatively used to couple the condensing system and the adsorption system to realize the "seamless docking" of condensation and adsorption, ensuring the overall efficiency of the unit.
7) Safe and perfect process interface design
This project focuses on the design of the gathering and transportation interface for oil and gas treatment, especially the design of the closed collection system of loading and unloading trucks, the pressure balance system on the top of the storage tank, and the safety system of the dock ship-shore interface to ensure that no oil and gas escape during storage and transportation.
Scope of application:
Recycling and emission control of gasoline, naphtha, kerosene, diesel, anthracene oil, extraction oil, benzene, toluene, xylene, etc.
· Absorption + adsorption integrated gas recovery and emission control technology